
















Твердомер Польди-Хютте предназначен для измерения твёрдости металлов по Бринеллю методом ударного отпечатка в соответствии с ГОСТ 18661 – 73.
КОМПЛЕКТАЦИЯ ТВЕРДОМЕРА ПОЛЬДИ-ХЮТТЕ:
• Твердомер со стальным шариком 10 мм с твёрдостью ~ 850 HV10
• Эталонный брусок (мера твёрдости 197±17HBS) – 2 шт.
• Отсчётный микроскоп (аналог МПБ-2)
• Паспорт
• Приборный ящик из дерева
Дополнительный эталонный брусок - мера твердости МТП (расходный материал) - 2700 руб.

Использование твердомера Польди (метод двойного отпечатка шарика):
Производится удар молотком по верхней части твердомера, при этом стальной шарик (боёк) диаметром 10 мм вдавливается одновременно в контролируемую деталь и эталонный брусок (меру твёрдости), который вставлен в технологический паз твердомера. Шарик при ударе образует одновременно отпечаток-лунку на испытуемой поверхности и на эталонном бруске.
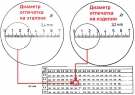
С помощью микроскопа (входит в комплект) производится измерение диаметров отпечатков-лунок. Твёрдость детали по Бринеллю определяется с помощью переводных таблиц для различных материалов (таблицы приведены в паспорте-руководстве)
НАЗНАЧЕНИЕ И ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДОМЕРА ПОЛЬДИ-ХЮТТЕ:
• Необработанной стали или отожжённой стали (кроме аустенитной стали);
• Чугуна
• Медного проката
• Оловянистой бронзы
• Латунных отливок и проката
• Улучшенной закалённой или закалённой, а затем отпущенной стали (кроме аустенитной стали);
• Отливок из алюминиевых сплавов
ПРЕИМУЩЕСТВА ТВЕРДОМЕРА ПОЛЬДИ-ХЮТТЕ:
1. Твердомер Польди обладает меньшей погрешностью при проверке металлов с высокой шероховатостью по сравнению с твердомерами стационарного и динамического типов, т.к. диаметр отпечатка (лунки) значительно больше и относительная погрешность меньше. Больший размер отпечатка при одинаковой точности измерения позволяет получать меньшую относительную погрешность
2. Позволяет точнее определять твёрдость при не полностью снятом обезуглероженном слое, так как даёт большую глубину сегментного отпечатка (лунки) по сравнению с переносными твердомерами статического и динамического действия
Твердомер Польди-Хютте рекомендован для определения твёрдости:
• Арматуры
Москомархитектура – “Рекомендации по обследованию и мониторингу технического состояния эксплуатируемых зданий, расположенных вблизи нового строительства или реконструкции”. Указание Москомархитектуры от 18.11.1998 N 39.
ОАО "ЦНИИПромзданий" – определение прочностных характеристик: “Пособие по проектированию МДС 13-20.2004”.
• Сварных швов:
Минэнерго России – РД 153-34.1-003-01 “Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования”.
Минэнерго России – СО 153-34.17.440-2003 “Инструкция по продлению срока эксплуатации паровых турбин сверх паркового ресурса”.
Минтопэнерго России – СП 34-116-97 “Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов” для контроля сварных соединений трубопроводов, транспортирующих сероводород содержащие продукты.
ОАО "Газпром" – ВРД 39-1.11-014-2000. “Методические указания по освидетельствованию и идентификации стальных труб для газонефтепроводов”.
Котлонадзор – “Эксплуатация объектов котлонадзора. Справочник от 01.01.96 Официальное издание” для измерений на наплавленном металле сварного соединения, в частности при контроле твёрдости наплавленного металла сварных соединений паропроводов, выполняемого с целью проверки состояния металла после отпуска
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТВЕРДОМЕРА ПОЛЬДИ-ХЮТТЕ:
|
Измерение твёрдости методом ударного отпечатка (метод Польди - двойного отпечатка) в соответствии с ГОСТ 18661 - 73 |
ДА |
|
Шкала Бринелля - измеряемый диапазон: · Стальной шарик с твёрдостью ~ 850 HV10 · Твёрдосплавный шарик с твёрдостью ~ 1500 HV10 |
150 ... 450 HB 150 ... 650 HB |
|
Погрешность по шкале Бринелля |
±5 ... 7 % |
|
Диаметр индентора (стального шарика) |
10 мм |
|
Ресурс индентора-стального шарика с твёрдостью ~ HV 850 (минимальное кол-во измерений) |
500 |
|
Шероховатость контролируемой поверхности, не более (Ra) |
8 мкм |
|
Радиус кривизны измеряемой поверхности без использования, не менее |
50 мм |
|
Минимальное расстояние между: · Центрами соседних точек измерений (лунками) Центром точки измерения и краем поверхности изделия |
10 мм 5 мм |
|
Минимально необходимый диаметр подготовленной поверхности для проведения измерений |
20 мм |
|
Кратность отсчётного микроскопа |
20Х |
|
Эталонный брусок (мера твёрдости) с 2-мя рабочими поверхностями (имеют поверочные отпечатки) |
197±17 HBS |
|
Количество измерений на эталонном бруске (мере твёрдости) размером 12*12*150 |
~ 40 |
|
Масса твердомера (без меры твёрдости) |
330 гр. |
|
Габаритные размеры (В*Ш) |
110*25 мм |
|
Масса приборного ящика из дерева с укомплектованным твердомером |
1400 гр. |
|
Габаритные размеры приборного ящика из дерева (В*Ш*Г) |
83*220*155 мм |
|
Гарантийный срок эксплуатации |
1 год |
|
Ресурс (наработка) твердомера, не менее |
7 лет |

- СУМКИ ЧЕХЛЫ КЕЙСЫ

- УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ НК

- АКБ И ЗУ ДЛЯ ПРИБОРОВ

- УЗ И АКУСТИЧЕСКИЙ КОНТРОЛЬ

- АКУСТИЧЕСКИЕ И ИМПЕДАНСНЫЕ ДЕФЕКТОСКОПЫ
- УЛЬТРАЗВУКОВЫЕ СКАНЕРЫ
- ДАТЧИКИ ПУТИ ДЛЯ ФАР И ЦФА
- УСТРОЙСТВА ПОДАЧИ ЖИДКОСТИ ДЛЯ УЗ КОНТРОЛЯ
- УЛЬТРАЗВУКОВЫЕ ДЕФЕКТОСКОПЫ
- ФАР И ЦФА УЛЬТРАЗВУКОВЫЕ ДЕФЕКТОСКОПЫ
- УЛЬТРАЗВУКОВЫЕ ТОЛЩИНОМЕРЫ
- ЭМА ТОЛЩИНОМЕРЫ
- ФАР И АНТЕННЫЕ РЕШЕТКИ
- КЛАССИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ (ПЭП)
- ПРЕОБРАЗОВАТЕЛИ С ЛИНИЕЙ ЗАДЕРЖКИ
- ЭМА ПРЕОБРАЗОВАТЕЛИ
- СПЕЦИАЛИЗИРОВАННЫЕ ПРЕОБРАЗОВАТЕЛИ
- КАБЕЛИ И ПЕРЕХОДНИКИ
- СОП И СО - СТАНДАРТНЫЕ ОБРАЗЦЫ
- ГЕЛЬ ДЛЯ УЗК
- РЕНТГЕНОВСКИЙ КОНТРОЛЬ

- ВИЗУАЛЬНЫЙ КОНТРОЛЬ

- ВИХРЕТОКОВЫЙ КОНТРОЛЬ

- МАГНИТНЫЙ КОНТРОЛЬ

- СТЕНДЫ и УСТАНОВКИ МПК
- МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
- ЭЛЕКТРОМАГНИТЫ
- ПОСТОЯННЫЕ МАГНИТЫ (НАМАГНИЧИВАЮЩИЕ УСТРОЙСТВА)
- РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ МАГНИТНОЙ ДЕФЕКТОСКОПИИ (СУСПЕНЗИИ)
- ФОНАРИ И ЛАМПЫ УФ ОСВЕЩЕНИЯ
- КОНТРОЛЬ КАЧЕСТВА МАГНИТНЫХ ПОРОШКОВ И СУСПЕНЗИЙ
- МАГНИТОМЕТРЫ
- ФЕРРИТОМЕТРЫ
- КОЭРЦИТИМЕТРЫ МАГНИТНЫЕ
- ОБРАЗЦЫ ДЛЯ МПД
- ТВЕРДОМЕТРИЯ

- СТАЦИОНАРНЫЕ ТВЕРДОМЕРЫ МЕТАЛЛОВ
- МИКРОСКОПЫ ОТСЧЕТНЫЕ ПОБРИНЕЛЛЮ
- НАКОНЕЧНИКИ (ИНДЕНТОРЫ) СТАЦИОНАРНЫХ ТВЕРДОМЕРОВ
- ТВЕРДОМЕРЫ МЕТАЛЛОВ ДИНАМИЧЕСКИЕ
- ТВЕРДОМЕРЫ МЕТАЛЛОВ УЛЬТРАЗВУКОВЫЕ
- ТВЕРДОМЕРЫ МЕТАЛЛОВ КОМБИНИРОВАННЫЕ
- ТВЕРДОМЕРЫ РЕЗИНЫ И ПЛАСТИКОВ
- ТАРИРОВАННЫЕ НАПИЛЬНИКИ (ТВЕРДОМЕР МЕТАЛЛОВ)
- ТВЕРДОМЕР ПОЛЬДИ - МЕТОД УДАРНОГО ОТПЕЧАТКА
- МЕРЫ ТВЕРДОСТИ МЕТАЛЛОВ
- МЕРЫ ТВЕРДОСТИ ПО РЕЗИНЕ И ПЛАСТИКУ
- ТВЕРДОМЕРЫ ВЕБСТЕР И БАРКОЛ
- ПРОБОПОДГОТОВКА/МЕТАЛЛОГРАФИЯ

- АКУСТИЧЕСКАЯ ЭМИССИЯ

- АНАЛИЗАТОРЫ МЕТАЛЛОВ

- ПОКРЫТИЯ И ПОВЕРХНОСТИ

- КОНТРОЛЬ БЕТОНА

- ТЕПЛОВОЙ КОНТРОЛЬ

- ТРАССОПОИСК

- ВЛАЖНОСТЬ НЕФТЕПРОДУКТОВ

- КАПИЛЛЯРНЫЙ КОНТРОЛЬ

- ВИБРОДИАГНОСТИКА

- КОНТРОЛЬ ГЕРМЕТИЧНОСТИ

- ИЗМЕРЕНИЕ ПАРАМЕТРОВ ОВК

- ЛАЗЕРНОЕ ОБОРУДОВАНИЕ

- ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ



